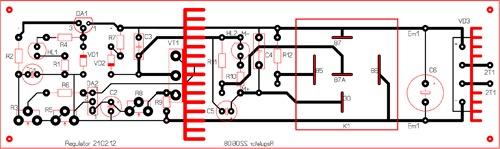
Регулятор скорости двигателя сварочного полуавтомата с защитой от КЗ и стабилизацией напряжения
Надежность современных полуавтоматов часто подводит регулятор скорости подачи проволоки сварочного полуавтомата схема не всегда надежна и механическая часть также нередко дают сбои. Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки. Проволока на выходе из наконечника прихватывается, приходится снимать наконечник и чистить контактную часть для проволоки.









Оставьте Ваше сообщение и контактные данные и наши специалисты свяжутся с Вами в ближайшее рабочее время для решения Вашего вопроса. Все права защищены. Для получения подробной информации о стоимости, сроках и условиях поставки просьба обращаться по указанным на сайте телефонам.
- Здравствуйте, гость Вход Регистрация.
- Справка Файлы. Страница 1 из 5 1.
- В некоторых случаях необходимо регулировать скорость двигателя постоянного тока с питанием от источника с напряжением, изменяющимся в широких пределах.
- Вход в кабинет Вход в кабинет. Логин или e-mail:.
- Вход Регистрация.
- Помощь - Поиск - Пользователи - Календарь.







Производительность сварки полуавтоматом зависит от правильной регулировки всех его параметров, в том числе и режима подачи сварочной проволоки. Сварочные полуавтоматы — удобный и распространенный вид сварочной техники. Производительность сварки полуавтоматом зависит от правильной регулировки всех его технологических параметров, в том числе и режима подачи сварочной проволоки. Эту функцию выполняет специальный механизм подачи проволоки для полуавтомата. Исходными требованиями к рассматриваемому узлу является его универсальность, сравнительно быстрая переналаживаемость, возможность работы с проволокой различного диаметра, компактность и возможность управлять скоростью перемещения проволоки к зоне сварки. Типовая конструкция данного узла включает в себя:.